
Einstieg in die Oberflächentechnik
Als industrieller Dienstleister im Bereich der Werkstoff- und Oberflächentechnik haben wir uns auf Füge-, Löt- und Beschichtungsverfahren spezialisiert. Hiermit sind wir in der Lage, unterschiedlichste Werkstoffe wir Metalle, Leichtmetalle, Gläser, Keramiken und auch Kunststoffe miteinander zu „verheiraten“. Neben Standardverfahren für das Löten und Beschichten haben wir eigenentwickelte Prozesse, Werkstoffe und Technologien im Programm. Hierdurch können wir für fast alle Kundenanfragen eine technologische Antwort bieten oder hierzu eine geeignete, kundenorientierte Lösung entwickeln und umsetzen. Zur Herstellung von komplett gefertigten Bauteilen haben wir u.a. auch externe Partner qualifiziert, z.B. für die mechanische Fertigung und Nachbearbeitung metallischer und keramischer Komponenten.

Bei diesem Verfahren wird als Wärmequelle eine offene Flamme benutzt, meist ein Propan-Luft-Brenner. Hierbei werden deutlich höhere Temperaturen erzeugt als z.B. bei einer Heizplatte. Dabei wird die zulötende Stelle punktuell mit dem Brenner erhitzt, um das Lot mit Flussmittel an dieser Stelle aufschmelzen zu lassen und mithilfe der Kapillarwirkung fließt das Lot in den Lötspalt. Bei Mechanischen Löten wird das Lot vorher an der Lotstelle deponiert und danach erhitzt. Dieses Verfahren wird üblicher Weise bei Rohrverbindungen mit Fittings, in der Kältetechnik und im Fahrzeugbau verwendet. I.d.R. wird dieses Verfahren an Atmosphäre durchgeführt. Es wird für das Weich- und Hartlöten, z.B. Einlöten von Kühlschlangen für thermisch hochbelastete Bauteile wie Kühlplatten, Wärmetauscher, Laserspiegel oder Werkzeugformen eingesetzt. Grundwerkstoffe sind dabei Kupfer, Kupferlegierungen, Aluminium, Stähle und Edelstähle.


Beim Induktionslöten wird ein metallisches Werkstück einem wechselnden Magnetfeld ausgesetzt, dies erzeugt im Inneren des Bauteiles Wirbelströme. Über den Materialwiderstand und das physikalische Ohmsche Gesetz wird diese Energie in Wärme umgewandelt. Hierbei ist die Frequenz essenziell für die zu lötende Stelle. Bei niedrigen Frequenzen dringt die Wärme tiefer in den Körper ein, bei hohen Frequenzen ist die Wärmeverteilung ausschließlich an der Oberfläche. Diese Erhitzung des Bauteiles findet ohne Kontakt mit dem Bauteil statt, hierbei werden speziell angefertigte Induktoren benötigt. Dieses Verfahren bringt die Vorteile mit, dass die gezielte und konzentrierte Wärmeübertragung kurze Lötzeiten und eine geringe thermische Belastung des Bauteiles erzielen. Verfahrensvarianten erfolgen an Luft atmosphärisch, unter Schutzgas oder neuerdings auch im Vakuum. Durch spezielle Prozessvorrichtungen können auch thermisch sensitive Bauteile (z.B. Sensoren mit bereits integrierten Elektronikkomponenten – keine Erwärmung über 200 °C zulässig) gezielt hartgelötet werden (TLöt im Bereich 720 bis 850 °C).
Bei diesem Verfahren wird eine normale Kolbenlötung oder Induktionslöten mithilfe von Schutzgas durchgeführt. Hierbei handelt es sich meistens um Gase wie Stickstoff, Argon oder CO2. Dies soll die Eigenschaften und Voraussetzungen beim Löten verändern und bei schwer benetzbaren Oberflächen das Lötergebnis verbessern. Da unter Schutzgas keine Oxidation des Lotes und der Oberfläche stattfindet. Das Vakuumlöten findet unter luftleeren Bedingungen statt. Hierbei wird der atmosphärische Druck sehr stark gemindert, dass führt zu besserer Bedingung für das Lot, um mit der Oberfläche zu reagieren und eine Oxidation weiter zu verhindern. Diese Verfahren werden nur bei schwer benetzbaren Oberflächen angewendet, da ein sehr großer Aufwand und Kosten zu Stande kommen. Anwendungen sind z.B. Metallisieren keramischer Oberflächen, Kupfer-/Nickel-/Edelstahllötungen

Dieses Verfahren ist eine andere Form von Weichlöten. Dabei wird mittels eines Handelsüblichen Kolbens ein Bauteil erhitzt und mittel Hilfe von Lötzusatzwerkstoffen (meistens Zinn mit Flussmittel) eine dauerhafte Verbindung geschaffen. Hierbei werden nur gut benetzbare Oberflächen gelötet. Dieses Verfahren ist einer der einfachsten Verfahren und daher sehr kostengünstig.

Beim Ultraschalllöten wird ein spezieller Lötkolben verwendet, dieser Kolben ist mit einem heizbaren Ultraschallschwinger ausgestattet. Ultraschallschwingungen im Bereich 20 – 65 KHz werden in das schmelzflüssige Lot induziert. Hierdurch entstehen Kavitationseffekte im schmelzflüssigen Lot (Auflösung von Hohlräumen) und Oberflächenoxide werden dabei regelrecht abgesprengt und von der Oberfläche entfernt. Ein Flussmittel ist somit nicht notwendig. Der Ultraschallschwinger steht im direkten Kontakt mit dem Lot und führt zu einer deutlichen besseren Benetzung. Je nach Bauteilgeometrie, Größe oder Form kann die Ultraschallschwingung auch über direkten Bauteilkontakt eingebracht werden. Neben dem Löten mit Ultraschallsonotroden können z.B. auch Bauteile in Ultraschall-Lötbädern metallisiert und/oder gelötet werden, z.B. Zinn-Metallisierung von Drahtenden aus Aluminium.
Ultraschalllöten ermöglicht Lötungen auf Glas, Keramiken, Aluminium, Magnesium, Kupfer, Magnetwerkstoffen usw. Um eine noch bessere Benetzung und Metallisierung zu erreichen, kann der Prozess auch unter Schutzgas oder auch im Vakuum durchgeführt werden. Üblicherweise wird als Schutzgas Stickstoff, Argon oder CO genommen. Für das Ultraschall-Weichlöten wurden von EUROMAT GmbH eine Reihe von speziellen Ultraschall-Loten entwickelt, die tw. durch Zugabe von Aktivelementen wie z.B. Ti und seltene Erden wie z.B. Ce oder Ga sich besonders für das flussmittelfreie Löten/Metallisieren schwierig benetzbarer Oberflächen eignen. Diese sind im Technologieprogramm SBond® zusammengefasst und decken einen Löttemperaturbereich von 140 °C bis 450 °C ab
Mit thermischen Beschichtungsverfahren lassen sich meist Pulver- oder drahtförmige Werkstoffe zu Beschichtungen umsetzen. Die Werkstoffe werden thermisch bis zum teigigen/schmelzflüssigen Zustand erwärmt, beschleunigt und dann atmosphärisch oder in Gasatmosphären auf die Oberfläche gespritzt. Die so aufgebrachten Beschichtungen dienen zur Reparatur oder Neuteilbeschichtung. Schichtfunktionen können sein Verschleissschutz, Wärmedämmung, Korrosionsschutz, elektrische Leitung/Isolierung etc. Schichtdicken liegen dabei im Bereich weniger zehntel Millimeter. Schichtwerkstoffe können metallische, keramische oder Verbundwerkstoffe sein.
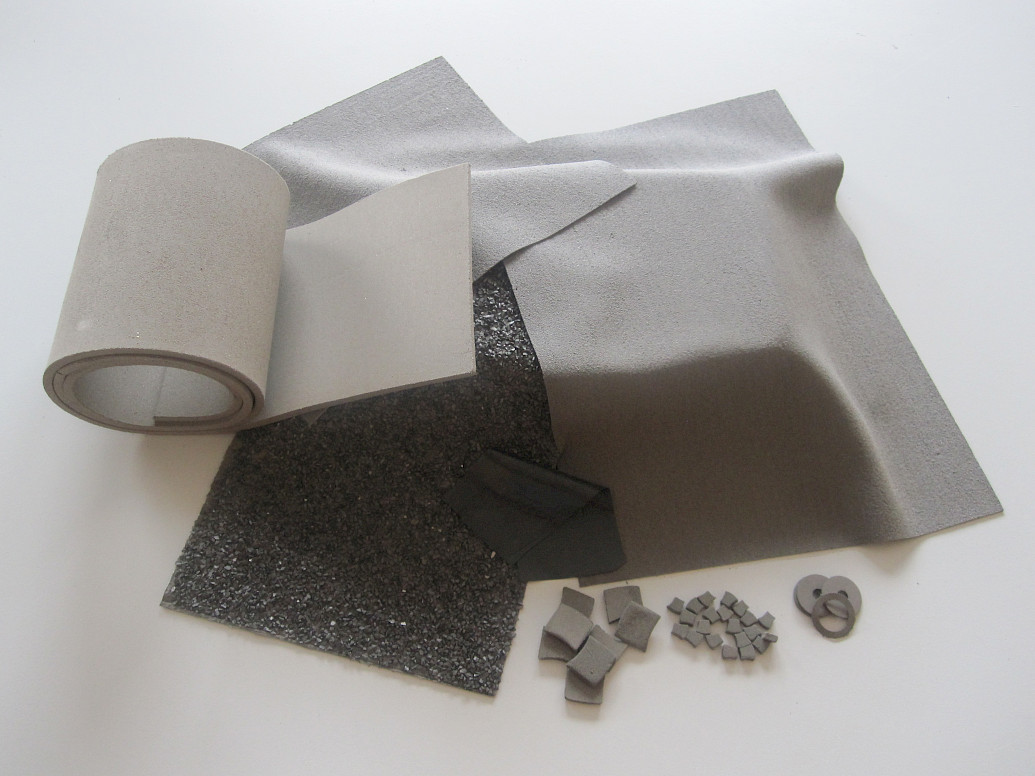
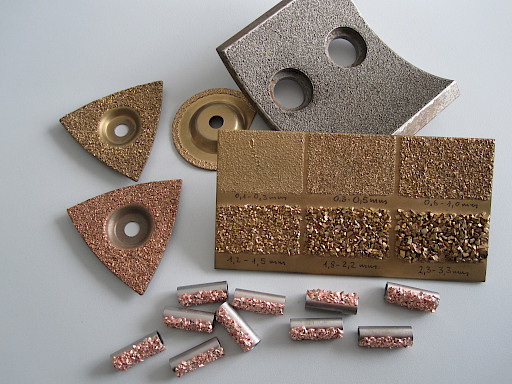
Hauptanwendung des Auftraglötens sind der Verschleißschutz und funktionale Beschichtungen. Das Auftraglöten ist prinzipiell eine Verfahrensvariante des Lötens und ist im Bereich des Hochtemperaturlötens einzuordnen. Es ist ein thermisches Verfahren, das ohne Flussmittel im Vakuum oder unter Schutzgas mit Loten deren Liquidustemperatur oberhalb von 900°C liegt, durchgeführt wird. Hierbei werden keine Bauteile miteinander verbunden. Zusätzlich in das Lot eingebrachte Hartstoffpartikel werden fest auf die Bauteiloberfläche aufgelötet. Die Applizierung des Lotes kann durch einfaches Auflegen, durch spezielle Produktformen wie Tapes/Folien oder auch in Pastenform oder dispersiv mit Slurries erfolgen. Der Prozess wird im Vakuum oder Schutzgasatmosphäre durchgeführt. Hierzu können Ofenprozesse oder das Flamm- sowie das Induktionslöten eingesetzt werden. Neuere Entwicklungen schließen das Verfahren des Lasers im Schutzgas oder Vakuum mit ein. Damit flüssige Lote benetzen und fließen können, müssen die Werkstückoberflächen metallisch rein sein. Oftmals werden die vor dem Lötprozess gestrahlt oder geschliffen.
Starke Oxidschichten, die zum Teil während der Erwärmung auf Löttemperatur entstehen, werden durch Flussmittel gelöst oder durch Flussmittel bzw. Gase reduziert. Im Vakuum werden diese vermieden. Die am meisten verwendeten Lotmatrixwerkstoffe sind Nickelbasislote, Kobalt-, Eisen-, Kupferbasislote oder entsprechende Legierungen. Als Hartstoffe können verwendet werden Karbide, Silizide, Boride, Oxide, Diamanten oder Hartstoffgemische. Hartstoffgehalte in den Schichten über 90 Gew. % sind dabei realisierbar. EUROMAT GmbH hat hierzu verschiedene Beschichtungslösungen entwickelt, die im Technologieprogramm BodyClad® zusammengefasst sind. Diese Beschichtungslösungen bieten den großen Vorteil, dass diese individuell auf den jeweiligen Kunden-/Anwendungsfall zugeschnitten werden können.
Diese Verfahrensvariante wird insbesondere zum flussmittelfreien Löten thermisch sensitiver Werkstoffe eingesetzt, die sehr sauber und rein gelötet werden müssen. Auch grössere Flächen können nahezu porenfrei verlötet werden. Die Anforderungen an Sauberkeit, Optik und Dichtheit der Lötung ist sehr hoch. Die Lötung erfolgt im Vakuum mit/ohne Aktivgas. Der Prozess ist sehr gut regel- und steuerbar sowie lässt sich perfekt an die zu lötende Aufgabe anpassen. Prozessdokumentationen können entsprechend erfasst und ausgelesen werden. Meistens werden Gase wie Argon, Wasserstoff, Kohlenmonoxide, Stickstoff oder spezielle aktivierende Gase eingesetzt. Hierdurch werden Oberflächen gereinigt und eine weitere Oxidation während des Lötprozesses vermieden. Die Löttemperaturen sind je nach verwendetem Lot im Bereich bei 100°C bis 450°C einstellbar. Anwendungen liegen in den Bereichen Electronics, Optics, Sensorics, Medicals oder Molds. Die Prozessvarianten und Möglichkeiten sind im Technologieprogramm ColdBond® zusammengefasst.
![]()
Mit der Dünnschichttechnik lassen sich dünnen Schichten aus unterschiedlichen Materialien, wie metallische, dielektrische und halbleitende Werkstoffe herstellen. Die Schichtdicken liegen im Bereich weniger Mikrometer bis zu wenigen Nanometern. Je nach Anforderungen werden bei EUROMAT verschiedenen Prozessvarianten eingesetzt. Speziell für den Verschleissschutz oder Metallisierungsaufgaben kommen vakuumgestützte PVD- oder ARC-Verfahren zum Einsatz. Für Easy-to-Clean, hydrophobe oder antimikrobielle Oberflächen kommen Sol-Gel-Beschichtungen zur Verwendung.


Polymerbeschichtungen sind Schutzbeschichtungen auf Polymerbasis, die auf verschiedene metallische, keramische oder auch kunststofftechnische Werkstoffe aufgetragen werden. Zielfunktionen hierbei ist der leichte Verschleiss- und Korrosionsschutz oder auch optische Eigenschaften. Die Haltbarkeit von Polymerschichten z.B. gegenüber Verschleiss kann durch die Zugabe von keramischen Partikeln (z.B. Al2O3) erhöht werden. Weitere Anwendungsfelder liegen im Bereich Reparatur, z.B. mit metallischen Polymerschichten.
Unter Schweißen versteht man die Vereinigung oder Fusion von Werkstücken unter der Verwendung von Wärme und/oder Druck, sodass die Werkstücke eine Einheit bilden. Beim Schweißen ist die Wärmequelle eine Lichtbogenflamme, die über die Elektrizität der Schweißstromquelle erzeugt wird (Quelle: Wikipedia).
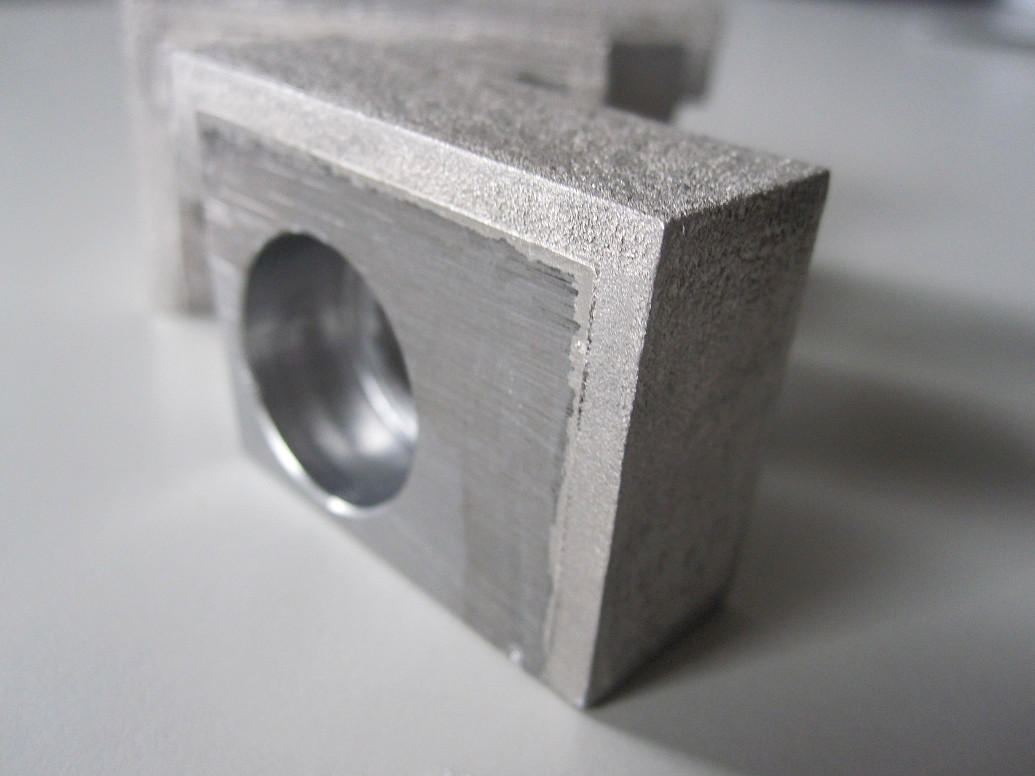
Bei EUROMAT werden verschiedene Schweißverfahren für Anwendungen geprüft und eingesetzt. So z.B. das Kondensatorentladungsschweissen KES für Filterapplikationen, PEM-Zellen oder Verbindungsaufgaben im Bereich Batteriezellen, Kühler oder Solarkollektoren. Fügbar sind Stähle, Edelstähle, Kupfer und auch Sonderwerkstoffe wie Aluminium, Titan und Titanlegierungen. Für bestimmte Applikationen wird der Prozess kombiniert mit Ultraschall. Unmittelbar vor dem Einsetzen der Schweissung wird ein Ultraschallimpuls in der Oberfläche eingeleitet. Dieser sorgt für ein Aufbrechen von Oxidschichten. Eine stoffschlüssige Verbindung wird damit erleichtert.
Grundsätzlich haben alle Schweissverfahren ein Umschmelzen des Grundwerkstoffes bzw. Verschmelzen mit einem Schweissgut bzw. Gegenkörper gemeinsam. Dieses ist bei manchen Werkstoffen ungünstig, z.B. bei Gusswerkstoffen. Diese sind spröde und rissanfälling. In solchen Fällen wird auf das Auftraglöten (.s.o. Auftraglöten) zurückgegriffen. Hierbei werden die Werkstoffe nicht aufgeschmolzen sondern „versintern“ diffusionsmäßig. Die entstehenden Fügezonen sind riss- und porenfrei.


Zur Entwicklung und Herstellung von gefügten oder beschichteten Bauteilen sind je nach Anforderungen und Spezifikationen spezielle Untersuchungen notwendig. Diese sind u.a.:
Im Bereich der Entwicklung kommen immer mehr computergestützte Methodiken für Versuchsplanung und Durchführung (DOE: Design of Experiment) oder auch Simulation, z.B. Legierungsentwicklungen, sowie KI zum Einsatz. Hier werden wir durch Zusammenarbeit von universitären Einrichtungen unterstützt, die über geeignete Software und Kompetenzen verfügen.