
Introducing Surface Technologies
As an industrial service provider in the field of materials and surface technology, we specialise in joining, soldering and coating processes. This enables us to ‘marry’ a wide variety of materials such as metals, light metals, glass, ceramics and plastics. In addition to standard processes for soldering and coating, our programme includes processes, materials and technologies developed in-house. This enables us to offer a technological answer to almost any customer enquiry or to develop and implement a suitable, customer-oriented solution. We have also qualified external partners for the manufacture of complete components, e.g. for the mechanical production and post-processing of metallic and ceramic components.

This process uses an open flame, usually a propane-air torch, as the heat source. This generates significantly higher temperatures than, for example, a hot plate. In this process, the torch is used to heat the soldering points in order to melt the solder with flux at these points so that the solder flows into the soldering gap by means of capillary action. For mechanical soldering, the solder is first deposited at the soldering point and then heated. This method is commonly used for pipe connections with fittings, in refrigeration technology and in vehicle construction. Usually this process is carried out in the atmosphere. It is used for soft and hard soldering, e.g. soldering of cooling coils for components subject to high thermal stress such as cooling plates, heat exchangers, laser mirrors or tool moulds. Basic materials include copper, copper alloys, aluminium, steels and stainless steels.


In induction brazing, a metallic workpiece is exposed to an alternating magnetic field, which generates eddy currents inside the component. This energy is converted into heat as a result of material resistance and the physics of Ohm's law. Here the frequency is essential for the area to be soldered. At low frequencies the heat penetrates deeper into the object, at high frequencies the heat is exclusively distributed on the surface. The heating of the component takes place without contact with the component; specially manufactured inductors are required for this. This process has the advantage that the targeted and concentrated heat transfer achieves short brazing times and a low thermal load on the component. Process variants can be carried out in air atmospherically, under inert gas or, more recently, also in a vacuum. By means of special process equipment, even thermally sensitive components (e.g. sensors with already integrated electronic components – no heating above 200 °C permitted) can be brazed in a targeted manner (TLöt in the range 720 to 850 °C).
In this process, normal piston brazing or induction brazing is carried out using inert gas. These are mostly gases such as nitrogen, argon or CO2. The aim is to change the properties and conditions during brazing and to improve the brazing result on surfaces that are difficult to wet, since no oxidation of the solder and the surface takes place under inert gas. Vacuum brazing takes place under airless conditions. The atmospheric pressure is very strongly reduced, which leads to better conditions for the solder to react with the surface and further prevent oxidation. These methods are only used for surfaces that are difficult to wet, as they involve a great deal of effort and cost. Applications include metallisation of ceramic surfaces, copper/nickel/stainless steel brazing.

This process is another form of soft soldering. A component is heated with a commercially available piston and a permanent connection is created with the aid of soldering additives (usually tin with flux). Only surfaces with good wettability are soldered this way. This procedure is one of the simplest procedures and therefore very cost-effective.

A special soldering iron equipped with a heatable ultrasonic oscillator is used for ultrasonic soldering. Ultrasonic oscillations in the range of 20 - 65 KHz are induced into the molten solder. This creates cavitation effects in the molten solder (dissolution of cavities) and surface oxides are practically blasted off and removed from the surface. Flux is therefore not necessary. The ultrasonic oscillator is in direct contact with the solder and leads to significantly better wetting. Depending on component geometry, size or shape, the ultrasonic vibration can also be introduced via direct component contact. In addition to soldering with ultrasonic sonotrodes, components can also be metallised and/or soldered in ultrasonic soldering baths, e.g. tin metallisation of aluminium wire ends. Ultrasonic soldering enables soldering on glass, ceramics, aluminium, magnesium, copper, magnetic materials, and more.
In order to achieve even better wetting and metallisation, the process can also be carried out under inert gas or in a vacuum. Usually nitrogen, argon or CO is used as a protective gas. EUROMAT GmbH has developed a series of special ultrasonic solders for ultrasonic soldering which are particularly suitable for flux-free soldering/metallising of surfaces that are difficult to wet, sometimes by adding active elements such as Ti and rare earths such as Ce or Ga. These are combined in the SBond® technology programme and cover a soldering temperature range from 140 °C to 450 °C.
Thermal coating processes are usually used to convert powder or wire materials into coatings. The materials are thermally heated to a doughy/molten state, accelerated and then sprayed onto the surface in an atmospheric or gaseous atmosphere. The coatings applied in this way are used for repairing or coating new parts. Coating functions can be wear protection, thermal insulation, corrosion protection, electrical conduction/insulation, etc. Coating thicknesses are in the range of a few tenths of a millimetre. Coating materials can be metallic, ceramic or composite materials.
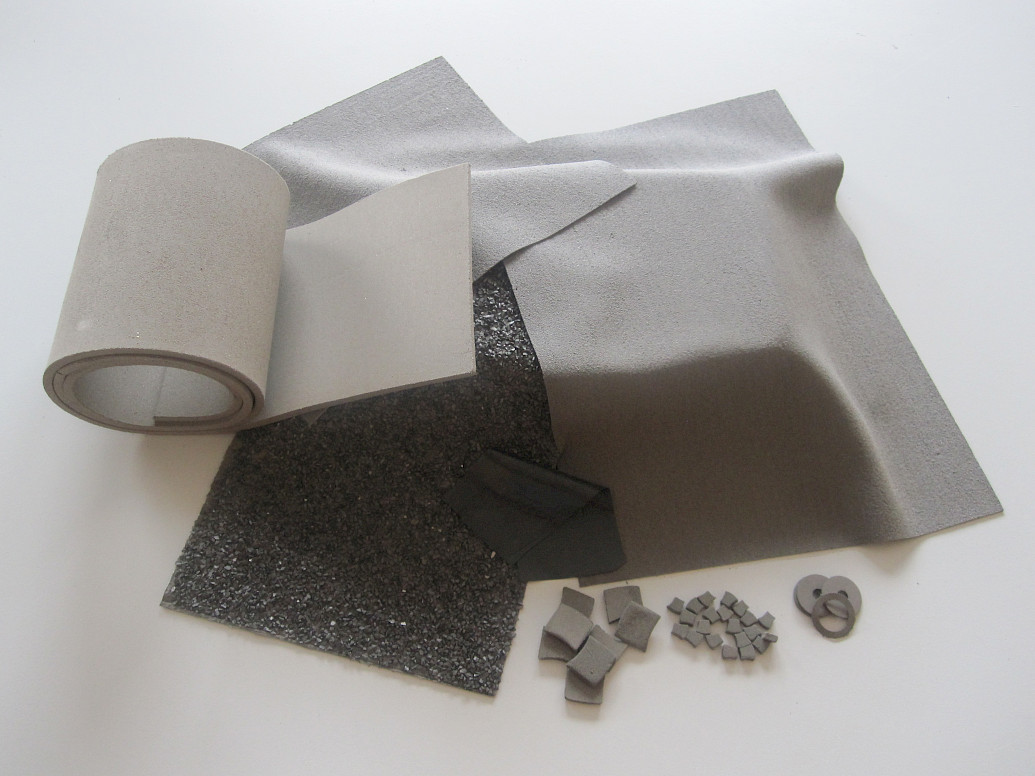
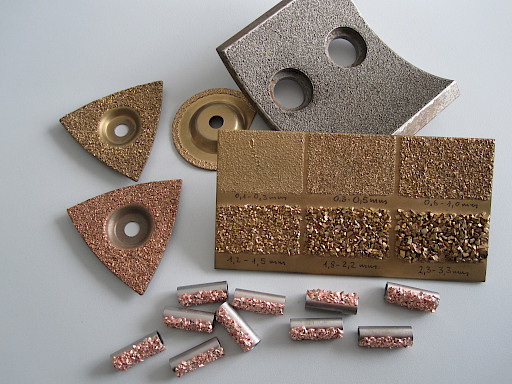
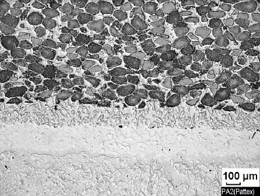
The main applications of surface brazing are wear protection and functional coatings. In principle, surface brazing is a process variant of brazing and is classified in the field of high-temperature brazing. It is a thermal process carried out without flux in a vacuum or under inert gas with solders whose liquidus temperature is above 900°C. No components are connected with each other. Additional hard material particles introduced into the solder are brazed onto the component surface. The solder can be applied by simply depositing it, using special product forms such as tapes/foils or also as a paste or dispersed with slurries. The process is carried out in vacuum or inert gas atmosphere. For this purpose, furnace brazing, torch brazing or induction brazing can be used. More recent developments include laser brazing in inert gas or vacuum. For liquid solders to wet and flow, the workpiece surfaces must be metallically clean. They are often blasted or sanded before being brazed. Strong oxide layers, some of which are formed during heating to brazing temperature, are dissolved by flux or reduced by fluxes or gases.
This is avoided in a vacuum. The most commonly used solder matrix materials are nickel, cobalt, iron, copper or cobalt based solders or corresponding alloys. Carbides, silicides, borides, oxides, diamonds or hard material mixtures can be used as hard materials. The hard material content in the layers can exceed 90% by weight. EUROMAT GmbH has developed various coating solutions for this purpose, which are included in the BodyClad® technology programme. These coating solutions offer the great advantage that they can be individually tailored to the respective customer/application.
This process variant is used in particular for flux-free soldering of thermally sensitive materials that must be soldered very cleanly and purely. Even larger areas can be soldered almost pore-free. The requirements for cleanliness, appearance and sealing of the soldering are very high. Soldering is performed in a vacuum with/without active gas. The process is very easy to regulate and control and can be perfectly adapted to the soldering task. Process documentation can be recorded and read out accordingly. Usually gases such as argon, hydrogen, carbon monoxide, nitrogen or special activating gases are used. This cleans surfaces and prevents further oxidation during the soldering process. The soldering temperatures can be adjusted in the range of 100°C to 450°C depending on the solder used. Its applications lie in the fields of electronics, optics, sensorics, medicals or moulds. The process variants and possibilities are summarised in the ColdBond® technology programme.
![]()
Thin-film technology can be used to produce thin layers of various materials, such as metallic, dielectric and semiconducting materials. The layer thicknesses range from a few micrometres to a few nanometres. Depending on the requirements, EUROMAT utilises different process variants. Vacuum-supported PVD or ARC processes are used specifically for wear protection or metallisation tasks. Sol-gel coatings are used for easy-to-clean, hydrophobic or antimicrobial surfaces.


Polymer coatings are polymer-based protective coatings that are applied to various metallic, ceramic or plastic materials. The target functions here are light wear and corrosion protection or optical properties. The durability of polymer coatings, e.g. against wear, can be increased by adding ceramic particles (e.g. Al2O3). Further fields of application are in the area of repair, e.g. with metallic polymer coatings.
Welding is the joining or fusion of workpieces using heat and/or pressure so that the workpieces form a single unit. In welding, the heat source is an arc flame generated by the electricity of the welding power source (source: Wikipedia).
Various welding processes are tested and used for applications at EUROMAT. For example, capacitor discharge welding (KES) for filter applications, PEM cells or joining tasks in the field of battery cells, coolers or solar collectors. Steels, stainless steels, copper and also special materials such as aluminium, titanium and titanium alloys can be joined. For certain applications, the process is combined with ultrasound. Immediately before welding begins, an ultrasonic pulse is introduced into the surface. This ensures that oxide layers are broken up. This makes it easier to create a material bond.
Basically, all welding processes have a remelting of the base material or fusion with a weld metal or counter body in common. This is unfavourable for some materials, e.g. cast materials. These are brittle and susceptible to cracking. In such cases, build-up brazing is used (see build-up brazing above). Here, the materials are not melted but ‘sintered’ by diffusion. The resulting joining zones are free of cracks and pores.


Depending on the requirements and specifications, special tests are necessary for the development and manufacture of joined or coated components. These include
In the area of development, more and more computer-aided methods are being used for test planning and execution (DOE: Design of Experiment) or simulation, e.g. alloy development, as well as AI. Here we are supported by cooperation with university institutions that have suitable software and expertise.